Bitte lesen Sie daher auch bei unseren Tips&Tricks weiter.
 Löten ist kein Kleben.
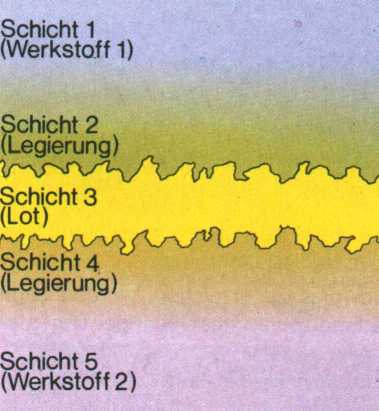
Löten ist kein Kleben.Löten ist vielmehr ein 'Oberflächenlegieren', bei dem das Lot mit dem Grundmaterial (z.B. Kupfer oder Neusilber) an der Übergangsfläche eine so innige Verbindung eingeht, daß man nicht mehr feststellen kann, wo das Lot aufhört und wo das Grundmaterial beginnt. Sie können durch Absaugen oder Abwischen im flüssigen Zustand nie mehr das Kupfer unter der Lötung 'hervorzaubern'. Es bleibt immer eine hauchdünne Schicht einer Kupfer-Zinn-Legierung (in der Abbildung die Schichten 2 und 4) erhalten. Der Maßstab senkrecht ist nicht genau; es ist ja nur ein Prinzip-Schaubild. Rechnen Sie mit wenigen Mikrometern! (oder Atom-Dicken)
In der Abbildung könnte der Werkstoff 1 der Draht eines Widerstandes sein, und der Werkstoff 2 eine Leiterbahn auf einer Platine.
Im Gegensatz zum Schweißen ist beim Löten nur das Lot in einem flüssigen Zustand.
Schicht 2 und 4: Um diese innige Verbindung zu erreichen, ist peinliche Sauberkeit erforderlich. Es sollte kein Fremdmaterial zwischen den Löt-Partnern stören. Keine Angst, dazu ist das Flußmittel zuständig, das in dem Lötdraht eingeschlossen ist (oder das extern zugeführt werden muß, z.B. Kolophonium). Dieses wird bei Löttemperatur flüssig und damit chemisch aktiv: es löst die normalerweise vorhandenen Verschmutzungen (z.B. Oxide) auf und verhindert gleichzeitig durch sein Verdampfen, daß sich Luftsauerstoff über die heiße Lötstelle hermachen kann, um sie erneut zu oxidieren. Nun soll man das Reinigungsvermögen des Flußmittels aber auch nicht überstrapazieren: alles und jeden Dreck kann es nicht entfernen. Man sollte daher schon selber versuchen, die Lötstelle möglichst metallisch blank zu machen. Bei selbstgeätztem Platinenmaterial sollte die Lackschicht entfernt werden, falls sie sich nicht durch die Wärme bein Löten auflöst. (Das muß man ausprobieren!)
Wer dann noch sich und der Platine etwas Gutes tun will, sollte sie vor dem Löten komplett mit Lötlack einsprühen (und den dann einige Zeit trocknen lassen, bis er sich nicht mehr klebrig anfühlt). Dieser Lack ist Flußmittel und ein einfacher Schutzlack in einem. Wir empfehlen, diesen nach dem Löten nicht zu entfernen, da er die Kupferflächen schützt und sie schöner aussehen läßt. Hier gilt ausnahmsweise: viel hilft viel.
Zum Verständnis ein Beispiel aus einer anderen Welt: Sie wollen irgendetwas anfeuchten, haben aber nur Wasser in einem Luftballon. Um an das Wasser heranzukommen, müssen Sie die Haut entfernen. Genau so hier: mit einem Lötzinn-Tropfen, der von einer Oxidschicht umgeben ist, ist Löten unmöglich!
Gut lötbar sind: Kupfer, Silber, Neusilber (NS), Messing (Ms), Bronze, Zink, Zinn, Blei; wobei man bei den letzteren dreien auf den niedrigen Schmelzpunkt achten muß: diese schmelzen, falls sie nicht rein sind, schon bei recht niedrigen Temperaturen; evtl. schon bei Berührung mit dem Lötkolben.
Schlecht lötbar ist z.B. Eisen, wohingegen Weißblech, das ist oberflächenverzinntes Eisenblech, sehr gut lötbar ist (weil man ja das Zinn lötet und nicht das Eisen).
Aluminium ist nur unter großen Tricksereien lötbar; mit 'normalen' Mitteln ist es nicht möglich, weil es sich an der Luft auch bei Zimmertemperatur in Sekundenbruchteilen mit einer sehr dichten Oxidschicht überzieht. Es gibt dafür spezielle Flußmittel. Diese sind ausgesprochen aggressiv (und nicht nur zu dem Aluminium), so daß wir von DIESEM Löten dringend abraten.
Was ist eine Legierung?
Wir hatten ganz oben von "Legierung" geschrieben. Nur ganz kurz: Eine Legierung ist ein inniges Gemisch aus (mindestens) zwei Metallen. Beispiel Messing: es besteht aus Kupfer und Zink. Nur beim Betrachten einzelner Atome könnten Sie feststellen, wo Kupfer und wo Zink ist. So ähnlich müssen Sie sich die Schichten 2 und 4 im Bild ganz oben vorstellen.
Dank ...
... geht an Harald Adolph, Werner Kirmes und Harald Meyer, die mitgeholfen haben, dies an sich einfache, aber wichtige Thema allgemeinverständlich darzustellen.
Dank auch an den Schulbuchverlag Westermann, der uns freundlicherweise genehmigt hat, die obenstehende Schnitt-Zeichnung zu verwenden.
Wenn Sie noch mehr wissen wollen ...
... empfehlen wir Ihnen, einmal bei Google zu suchen, mit der Eingabe 'richtig löten'.
Interessante Seiten sind dort unter vielen anderen:
https://hobbyelektroniker.de/loettechnik
http://www.elexs.de/loet1.htm und weitere 5 Seiten
http://www.stayathome.ch/Loeten.htm
Für weitere Fragen stehen gern zur Verfügung:
- der MEC; Besichtigung und Fachsimpelei z.B. an unseren "Club-Abenden"
- der Autor: Hans Peter Kastner